1) Titulo
“Proceso de Soldadura”
2) Objetivo
Conocer
de manera general y amplia las características los principales procesos de
soldadura que son desarrollados en la industria, así mismo plantear un panorama
de su importancia haciendo énfasis en las distintas aplicaciones a las cuales
son sometidos en la industria automotriz.
Tener
presentes las condiciones que necesitan los metales antes de ser llevados a un
proceso de soldadura. Identificar las particularidades y ventajas que ofrecen las
distintas técnicas de soldadura logrando de esta manera aplicar el proceso más
conveniente para cada circunstancia.
3) Definición de Soldadura
Es
un proceso de manufactura que consiste principalmente en la unión entre metales
a través de la aplicación de calor.
El
calor funde los metales permitiendo una unión fija y resistente, de la misma
manera puede ser utilizado algún material de aporte, el cual será quien reciba
el calor hasta fundirse y será el encargado de mantener las piezas unidas.
En
conjunto a la unión de metales cabe destacar que la soldadura puede ser también
un proceso de reparación de materiales, puesto que permite la reconstrucción de
partes y elementos dañados por el desgaste.
A
pesar de garantizar una excelente fijación y utilidad de los metales, el proceso
de soldadura merma en algunas características de los metales derivados del calor
al cual son sometidos al realizar la soldadura en conjunto a la aplicación del material
de aporte. Algunas características que afecta la aplicación de calor son distorsiones
del material así como volver la pieza frágil y quebradiza.

4) Clasificación de la
Soldadura
Con
respecto al tipo de proceso, las cualidades específicas y particulares de éste,
podemos encontrar una clasificación a la cual son asignados los distintos tipos
de soldadura:

Soldadura Heterogénea
Proceso
en que la unión se realiza entre materiales con distintas características o
materiales con características similares pero un material de aporte con
distinta naturaleza.

Entre
las Soldaduras Heterogéneas más utilizadas podemos encontrar:
Soldadura blanda
Se
logra al fundir el material de aporte (normalmente estaño-plomo) a una
temperatura menor a 427°C y por debajo del punto de fusión de los materiales a
soldar. Es utilizada comúnmente en la electrónica.

Soldadura fuerte
Se
logra al fundir el material de aporte a una temperatura mayor a 427°C y por
debajo del punto de fusión de los materiales a soldar. Es utilizado para unir
aleaciones como cobre ferroso, níquel, cobalto garantizando una alta
resistencia.

Soldadura Homogénea
Proceso
en que la unión se realiza entre materiales de las mismas características y
naturaleza, inclusive (en caso de ser utilizado) el material de aporte debe
contar con características semejantes a los metales que serán unidos.

Podemos
encontrar una subclasificación de la soldadura homogénea, donde cabe destacar:
Soldadura por Fusión
No necesita algún material de aporte. Es aplicado directamente hacia las superficies de los metales a soldar
hasta obtener la temperatura de fusión de los materiales, tras lograrlo las
piezas deben ser unidas y deberá de detenerse la aplicación de calor obteniendo
de esta manera una unión homogénea.

Soldadura por Presión
Es
realizada sin un material de aporte. El metal a soldar será llevado a una alta temperatura
hasta ser ablandado, posteriormente será unido a través de la aplicación de
presión en contra de otro material de naturaleza semejante.

Soldadura por Presión y Fusión
Proceso
que combina la aplicación de presión y el calentamiento del material hasta su
punto de fusión con la finalidad de otorgar una unión rígida y limpia. Los
materiales a soldar son colocados juntos, a través de un elemento que aplicará
presión y calor son sometidos de una manera rápida fundiendo un metal con el
otro.

5) Tipos de Soldadura y
Aplicación
El
tipo de soldadura que será aplicado para cada material debe ser evaluado
tomando en cuenta distintos puntos tales como: tipo de metal, grosor y estado
del material, así como el trabajo o esfuerzo al cual será sometido.
Con respecto al
elemento que aportará el calor para desarrollar la soldadura podemos encontrar
varios tipos de soldadura:
Soldadura MIG-MAG
Trabaja
a partir del principio del arco eléctrico, el cual es formado entre la pieza a
soldar y el material de aporte al aplicársele Corriente Continua, en conjunto a un Gas
Inerte o Gas Activo que será el encargado de
crear la atmósfera protectora.
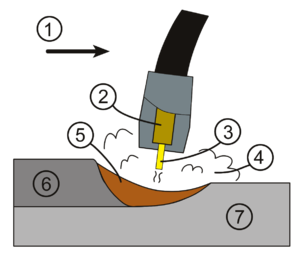
Al
hacer contacto con el material metálico el hilo de alambre genera el arco
eléctrico, gracias a esto comenzará a
fundirse permitiendo unir los materiales.
 Este
proceso de soldadura es utilizado en metales como cobre, láminas de aluminio,
aceros inoxidables, láminas galvanizadas o aleaciones ligeras.
Este
proceso de soldadura es utilizado en metales como cobre, láminas de aluminio,
aceros inoxidables, láminas galvanizadas o aleaciones ligeras.
Otorga
grandes ventajas que la convierten en una de las más favorables dentro de la
industria, por ejemplo: no genera escoria, permite soldar metales delgados sin
afectarlos, es posible soldar en cualquier posición, no distorsiona el material, mejora el tiempo
de producción.
Ver
vídeo: “Soldadura MIG MAG Técnica”
Aplicación Soldadura MIG-MAG
Es
uno de los principales procesos para realizar la manufactura de los vehículos,
la soldadura MIG-MAG es utilizada en una
gran cantidad de elementos que forman parte del automóvil, entre los cuales
cabe destacar la carrocería.
Debido
a las características de este tipo de soldadura es posible aplicarlo en la
lámina embutida que conforma la carrocería, posibilitando la unión de las
distintas partes del vehículo obteniendo un trabajo limpio y alta resistencia a
diversas circunstancias. Este tipo de soldadura otorga una gran facilidad al
operario para desarrollar la soldadura en conjunto a una alta precisión.

Soldadura Oxiacetilénica/Autógena
Soldadura
por fusión que se logra al aumentar la temperatura de los metales, a través de
una flama producida por la combustión entre oxigeno y acetileno (de
aproximadamente 5500°C), hasta alcanzar su punto de fusión posteriormente serán
unidas para lograr una soldadura resistente.
En
algunas circunstancias puede utilizarse un material de aporte, en este caso el
material de aporte será sometido hasta obtener su punto de fusión y aplicado a
los metales a soldar.

Este
tipo de soldadura puede ser aplicada en acero suave, inoxidable, aleaciones de
aluminio y cobre.

Entre
las ventajas que otorga el proceso se encuentra el control de la fuente de
calor y temperatura del material, el equipo de trabajo es muy
económico en comparación a otros sistemas y permite realizar cortes, dobleces y
enderezar materiales.
Ver
vídeo: “Soldadura Oxiacetilénica”
Aplicación Soldadura Oxiacetilénica
Este
proceso es utilizado en la industria automotriz dado que permite la unión del
tubo de escape con el catalizador, la caja silenciadora y el resonador, ya que,
el tipo de material con el cual están desarrollados estos elementos los hace
susceptibles a la utilización de este proceso convirtiéndola en la más
conveniente para realizar la unión firme entre estos compontes, así mismo
permite al tubo de escape continuar con las cualidades que lo permiten contener
los gases de la combustión.

Soldadura por Láser
Soldadura
por fusión que se logra por efecto de la energía que proporciona un haz de láser el cual permite fundir y recristalizar el material a soldar. A partir de una serie de espejos se concentra la energía que proporciona el láser en una parte del metal.

 Debido
a sus condiciones de uso puede ser utilizado en metales como aluminio, titanio,
materiales ferrosos, cobre y metales refractarios.
Debido
a sus condiciones de uso puede ser utilizado en metales como aluminio, titanio,
materiales ferrosos, cobre y metales refractarios.
Este
proceso tiene las ventajas de ser un proceso de gran precisión, permite
soldaduras rápidas, no distorsiona el material, no existe desgaste de la
herramienta, permite trabajos
muy limpios y no necesita material de aporte.
Ver vídeo: “Soldadura Láser”
Aplicación Soldadura por Láser
Debido
a ser el proceso de soldadura más preciso es utilizado en diversos aspectos
dentro de la industria, una de sus principales aplicaciones es la soldadura de
la carrocería y chasis de los vehículos.
Este proceso es aplicado por brazos
mecánicos robotizados los cuales aplican la gran precisión de sus sistemas en
conjunto a la precisión otorgada por este tipo de soldadura, dando como
resultado trabajos limpios y de alta calidad.

6) Resumen de la importancia
de los procesos de Soldadura en la Industria Automotriz de VWM
La
soldadura es uno de los procesos más relevantes que son realizados dentro de la
Industria Automotriz, dado que la mayor parte de elementos del vehículo están conformados
por materiales metálicos, los cuales son posibles soldar con la finalidad de agruparlos
al producto final, de una manera rígida y de calidad.
En
el automóvil podemos encontrar soldadura en elementos como la carrocería la
cual consta de láminas delgadas pero muy rígidas con la finalidad de garantizar
la seguridad del usuario, normalmente en ella son utilizadas soldaduras como
mig-mag, soldadura por láser o soldadura por resistencia; otros componentes que
cuentan con soldadura son los ejes, ya que deben soportar las altas vibraciones
a las cuales son sometidas los autos y en el chasis encontramos soldadura entre
los largueros y travesaños que lo conforman.

Sin
embargo no únicamente podemos encontrar soldadura en el vehículo, también este
proceso es desarrollado en las áreas de mantenimiento donde es aplicada como
mantenimiento correctivo en las maquinarias que son dañadas por el desgaste, en
los troqueles como proceso de reconstrucción y generalmente en estructuras de
nuevos componentes.
De
está manera es posible concluir que los distintos procesos de soldadura son
elementos fundamentales dentro de la Industria Automotriz debido a que su
correcta utilización garantiza la disminución de retrabajos ocasionados por la
fractura o desgaste de componentes en maquinaria, así mismo en el producto
final.
7) Cuestionario
1.-De manera breve menciona,
¿qué es la soldadura?
Es un proceso de manufactura que
consiste principalmente en la unión entre metales a través de la aplicación de
calor.
2.- Relaciona las columnas identificando la característica de cada
clasificación de los procesos de soldadura

3.-Subraya
la respuesta correcta para cada situación
Fue
identificada una puerta con un abollón, antes de concluir la construcción de la
carrocería en la línea de producción, así que el personal de retrabajos debe
soldarla, el facilitador le indicó que debe ser una soldadura con material de
aporte, ¿qué tipo de soldadura debe realizar el técnico?
A)
Soldadura Oxiacetilénica
B) Soldadura MIG-MAG
C)
Soldadura SMAW
En una línea de producción la soldadura de
algunas carrocerías es desarrollada por brazos mecánicos, sin embargo se informo
que el tipo de soldadura usada afecta la lámina. ¿Qué tipo de soldadura por
fusión debe ser aplicada en el proceso?
A)
Soldadura Oxiacetilénica
B) Soldadura MIG-MAG
C) Soldadura por Láser
Han sido utilizados electrodos para unir
tubos de escape que fueron sometidos a reparaciones, sin embargos estos están
dañando a los catalizadores, ¿qué tipo de soldadura es la indicada para
realizar este trabajo?
A) Soldadura Oxiacetilénica
B) Soldadura MIG-MAG
C) Soldadura Blanda
Menciona brevemente 3 aplicaciones que tienen
los distintos tipos de soldadura dentro de la Industria Automotriz
-Aplicación
de soldadura en los chasis del automóvil, para la unión entre travesaños y
largueros.
-Aplicación
de soldadura en los troqueles, usado como material de reconstrucción en sus
partes dañadas
-Aplicación
de soldadura en ejes traseros y delanteros, con la finalidad de que soporten
altas vibraciones
8) Bibliografía
PROCESOS DE SOLDADURA:
SOLDADURA POR LÁSER (Laser
Welding): http://www.gnclaser.com/files/galeria/Folleto%20Soldadura%20V1.pdf
9) URL de Dibujo














